如何用Minitab做柏拉图、散点图、直方图、正态分布图、CPK、箱线图、线性回归、置信区间?
Minitab是一款非常实用的数据分析工具,可以帮助我们进行各种类型的数据分析,包括散点图、饼图、气泡图和矩阵图等。
一、Minitab制作散点图的方法
散点图用于分析两变量间相关性,支持分组比较和回归线添加。
如果你希望使用Minitab来生成散点图,操作其实非常简单。
在Minitab的图形菜单选项中,你可以找到散点图选项。接下来,只需将数据中的相应数字选项分别添加到X轴和Y轴的编辑框中,然后点击确定,即可生成一个清晰直观的散点图。
通过这种方式,Minitab帮助我们快速生成可视化图表,直观显示数据的走势和相关性,方便进行进一步分析。
以下是Minitab 17版本生成散点图的具体操作步骤。
【方法步骤】
1.打开了Minitab17表格页面,在页面上进行数据内容的输入。
2.当我们输入好数据之后,再将鼠标移动到页面顶部的【图形】选项的位置点击一下,随后在下方的位置将【散点图】选项进行点击打开。
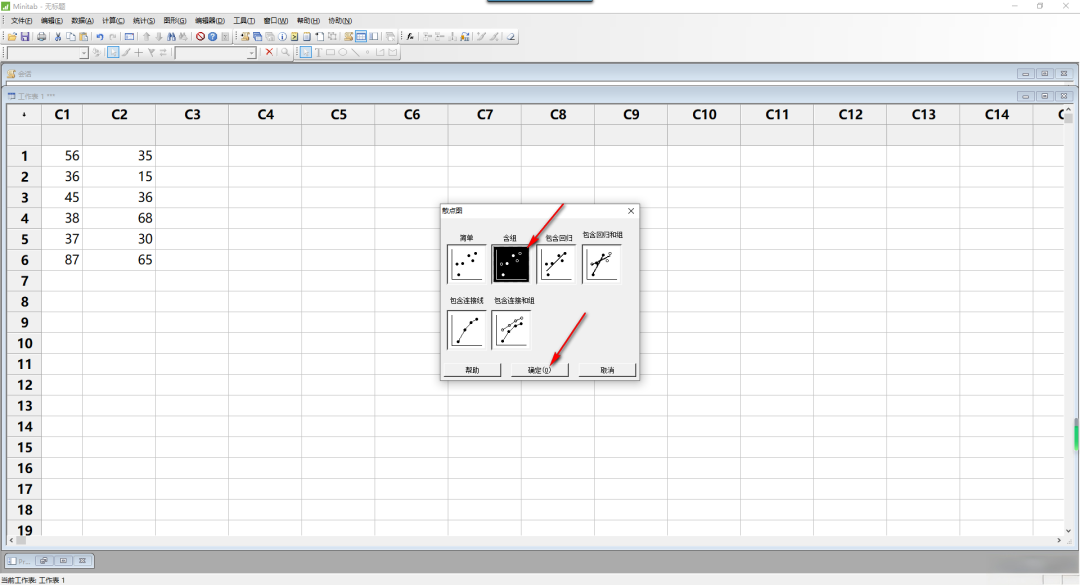
3.随后,我们需要在弹出的窗口中,将【含组】样式图表进行点击一下,之后点击确定按钮。
4.这时,会打开一个设置散点图的窗口,用鼠标先在右侧的【y】的框中点击一下,之后在左侧将C1选项选中,点击【选择】按钮,添加到【y】的框中。
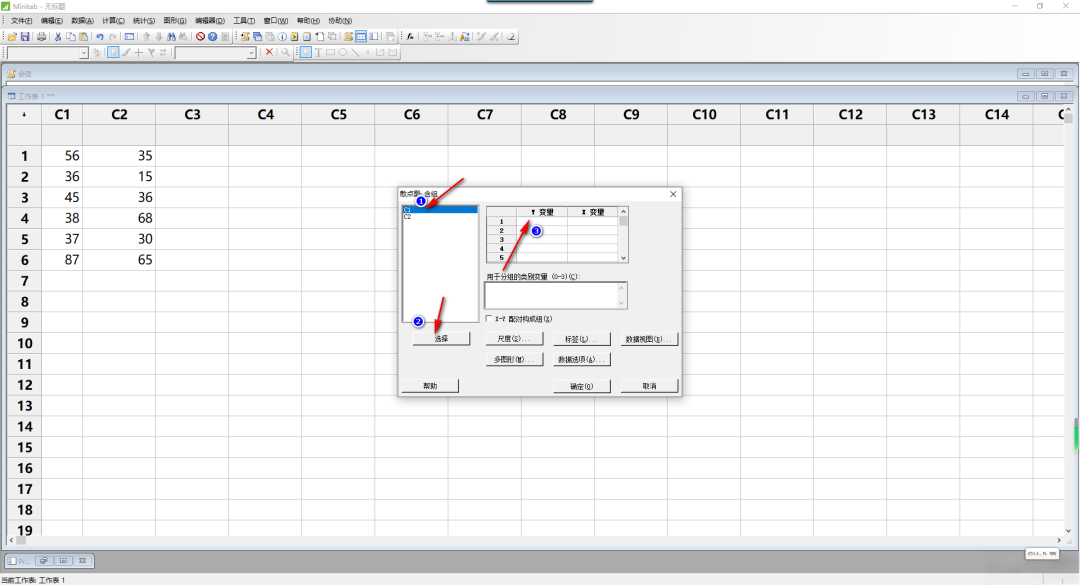
5.而再将鼠标点击一下x的框中,然后将左侧的C2选项点击选中,再点击【选择】按钮添加到x的框中,之后点击确定按钮。
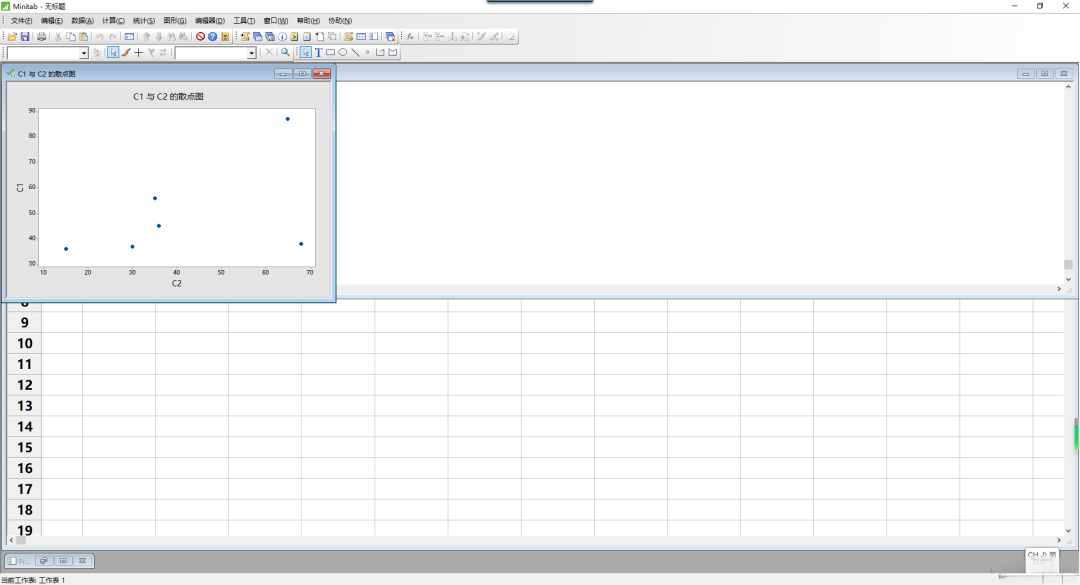
6.随后,我们返回到表格编辑页面中,即可查看到当前的页面上会显示出一个散点图,如图所示。
以上就是关于如何使用Minitab17制作一个含组散点图的具体操作方法,将数据设置成含组散点图可以对数据进行直观的分析,以及对数据的走势有一定的效果呈现,操作的方法是很简单的,感兴趣的话可以操作试试。
二、Minitab制作柏拉图的方法
柏拉图用于识别主要问题(遵循“二八法则”),需包含柱状图(问题频率)和折线图(累计百分比)。
以下是Minitab 17版本生成柏拉图的具体操作步骤。
【方法步骤】
1.直接打开Minitab17,在表格中输入自己需要编辑的数据,如图所示。
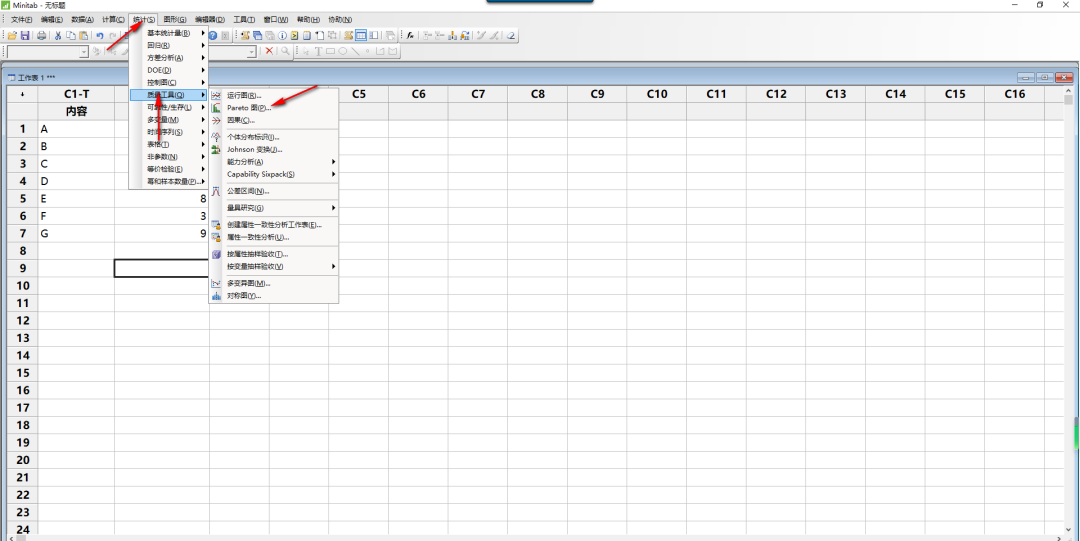
2.完成数据的录入之后,将鼠标点击页面顶部的【统计】选项,在下方的位置弹出的菜单选项中点击打开【质量工具】-【Pareto图】选项。
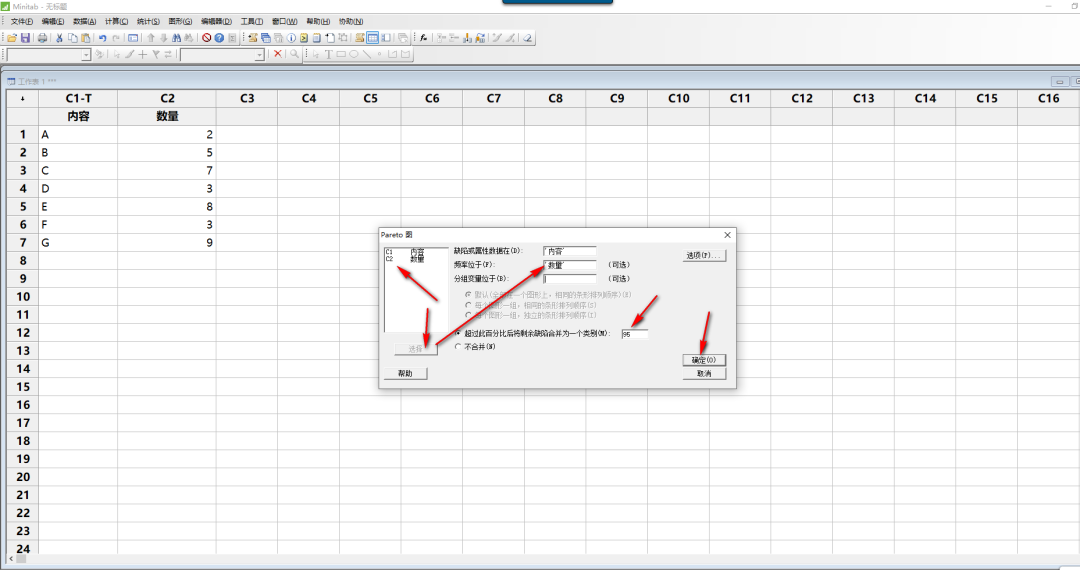
3.这时即可在页面上弹出一个设置窗口,点击左侧的第一个选项,再点击【选择】按钮,将其添加到右侧的【缺陷或属性数据在】的框中。
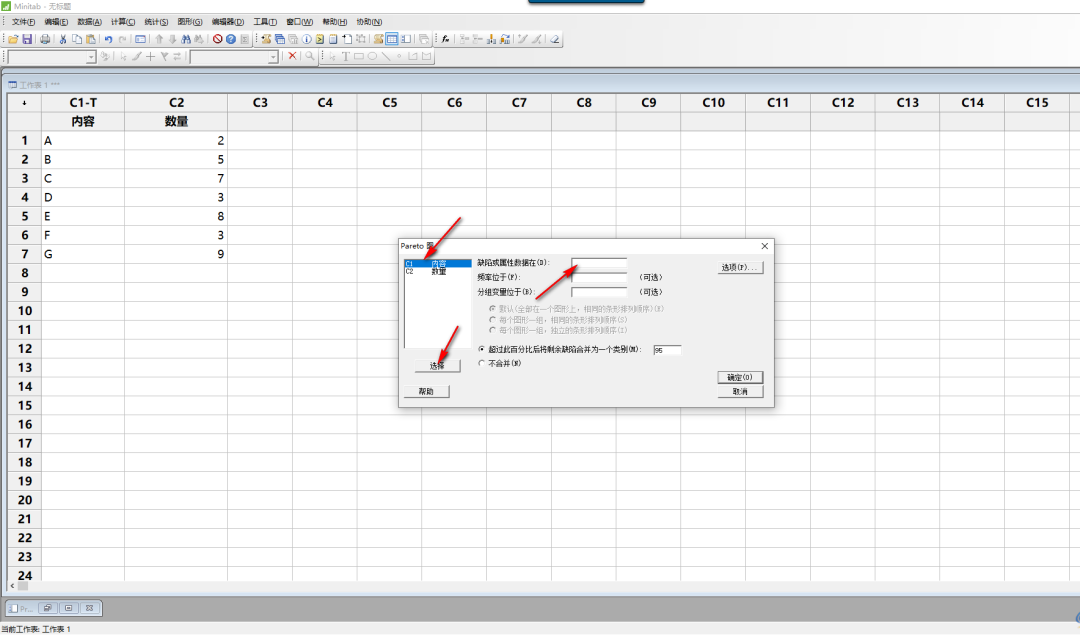
4.然后将左侧的第二个选项添加到右侧的【频率大于】的框中,之后直接点击确定按钮。
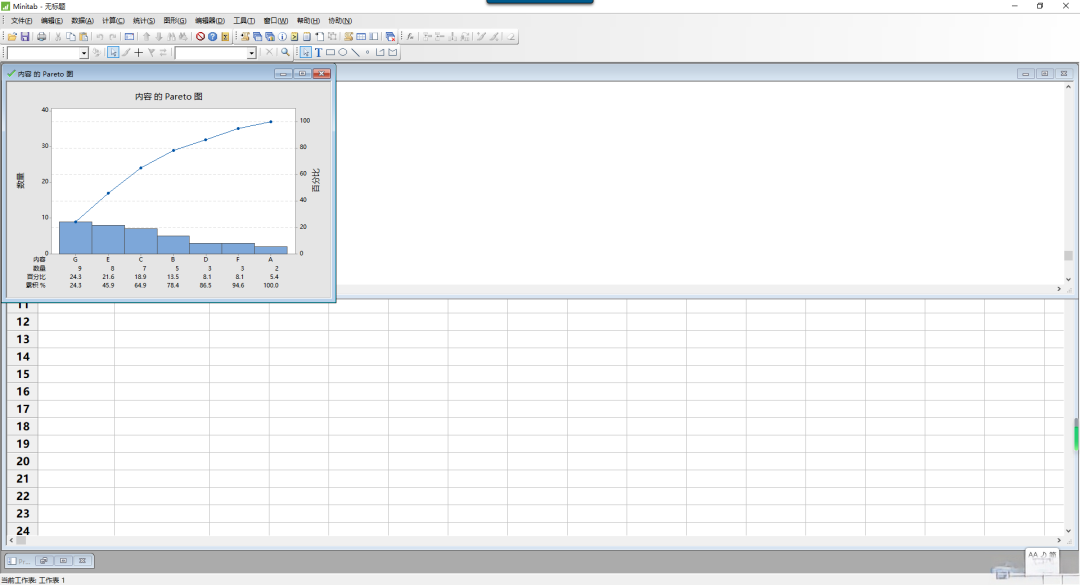
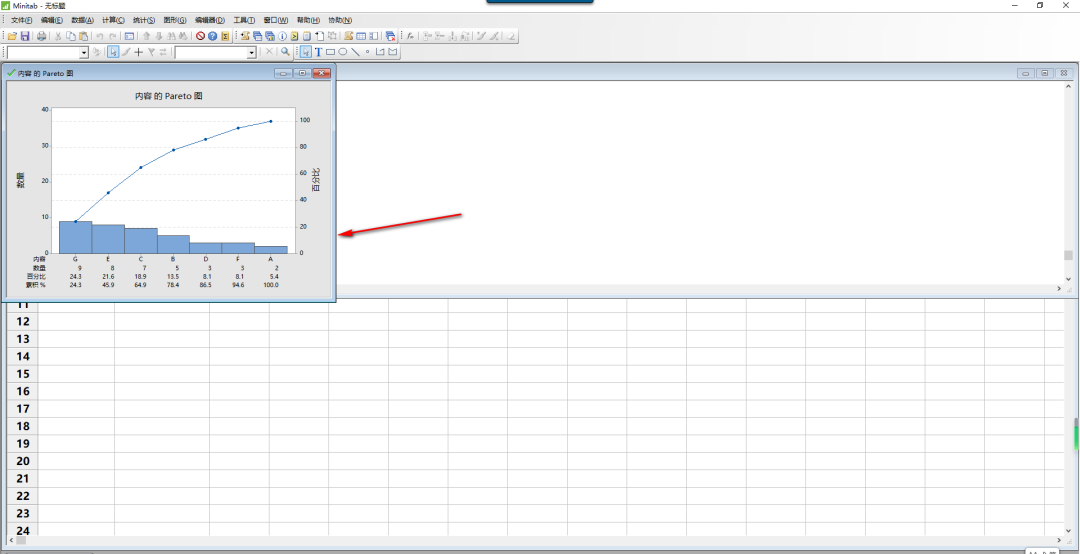
5.这时我们返回到表格的编辑页面中,你可以查看到页面上弹出一个分析的柏拉图表,如图所示。
三、Minitab制作直方图的方法
直方图是将一组连续型数据按照一定的区间(也称为“组”或“bin”)进行分组,然后统计每个区间内数据出现的频数(或频率),最后以柱状图的形式展示出来。横轴表示数据的区间(范围),纵轴表示该区间内数据的数量或比例。
常用于:
过程能力分析:通过观察数据分布与规格限(上下限)的关系,判断过程是否满足客户要求。
分析变异来源:判断变异是普通原因还是特殊原因引起。
与规格对比:将数据分布与产品规格限对比,看是否存在超差或不良风险。
辅助其他工具使用:如与控制图、散点图等一起使用,进行更全面的分析。
【方法步骤】
1.首先,我们需要点击打开Minitab17,然后在表格中输入自己需要的数据内容。
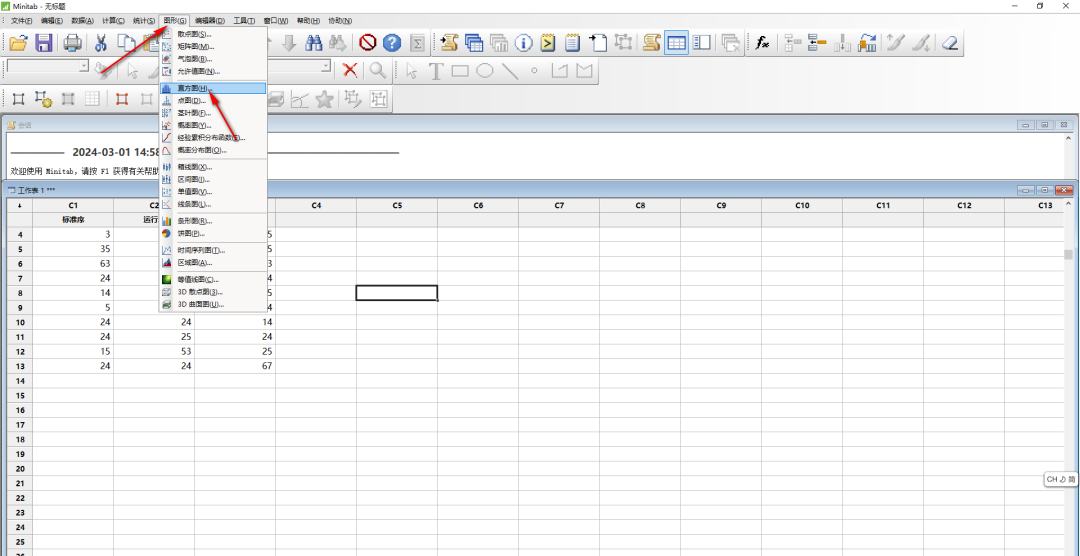
2.之后我们将鼠标定位到菜单栏中的【图形】选项的位置点击一下,在打开的下拉选项中将【直方图】选项找到之后进行点击一下。
3.这时即可在页面上弹出一个窗口,这里我们直接选择【简单】,然后点击确定按钮。
4.随后在打开的窗口中,将自己需要制作成直方图的选项添加到右侧的空白区域,然后点击确定按钮即可。
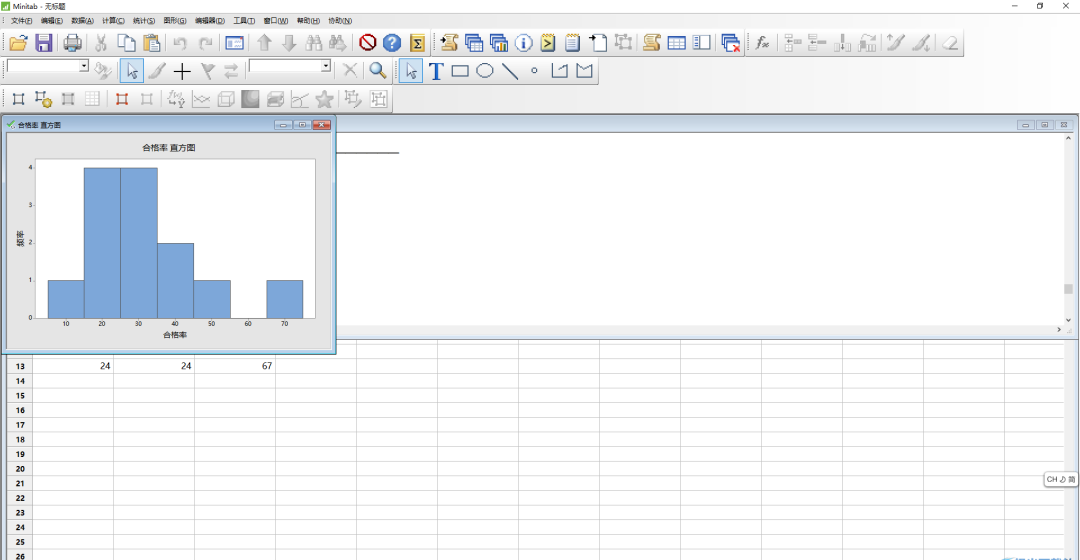
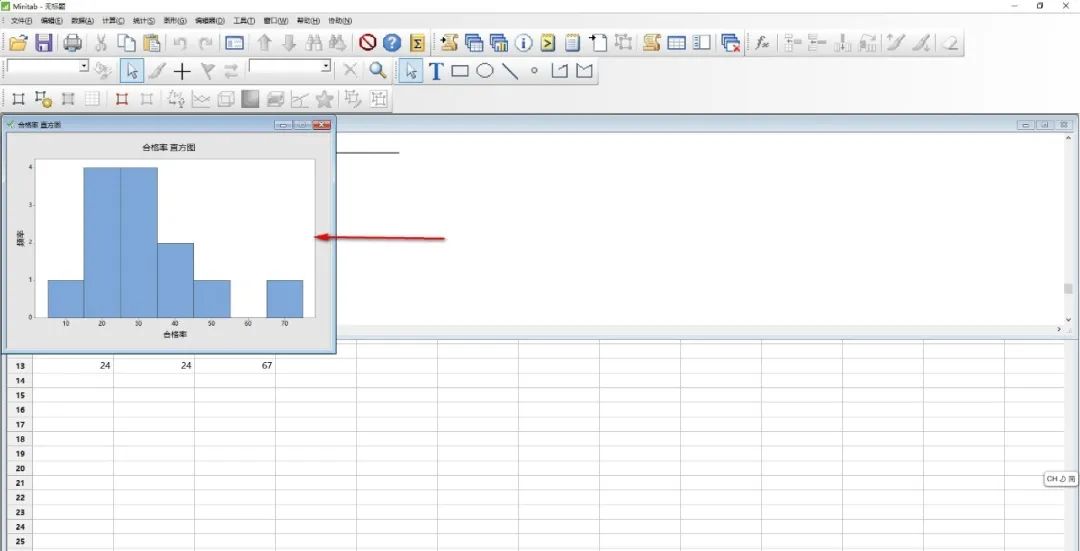
5.这时我们返回到表格页面中,即可查看到当前页面上已经出现了直方图了,如图所示。
四、Minitab制作正态分布图的方法
正态分布是一种对称的、单峰的连续概率分布,其特点包括:
均值(μ)、中位数、众数三者相等;
图形呈钟形,左右对称;
大部分数据集中在均值附近,离均值越远,数据出现的概率越低;
由两个参数决定:均值(μ)和标准差(σ)。
用于:
1.判断数据是否服从正态分布
很多统计分析方法(如控制图、过程能力分析等)都假设数据服从正态分布。如果数据明显偏离正态分布,这些分析结果可能不准确。
通过绘制正态概率图或直方图+正态曲线,可以直观判断数据分布形态。
2.分析过程的稳定性和一致性
如果某个质量特性(如产品尺寸)的测量值呈正态分布,且集中在目标值附近,说明过程较为稳定。
若分布偏移、偏态严重或有异常峰,可能提示过程存在问题,如设备偏差、原材料不一致、操作不规范等。
3.支持过程能力分析(如Cp、Cpk)
过程能力分析通常要求数据服从正态分布。正态分布图帮助验证这一前提条件。
如果数据符合正态分布,就可以使用Cp、Cpk等指标评估过程满足规格要求的能力。
4.辅助制定规格和控制限
在控制图(如X-bar图、R图)中,控制限通常基于正态分布的原理(如均值±3σ)来设定,用于识别过程中的异常波动。
【方法步骤】
1.当我们进入到Minitab之后,在表格中输入自己需要编辑分析的数据。
2.随后,我们就可以将鼠标移动到页面顶部的【统计】选项的位置进行点击一下,如图所示。
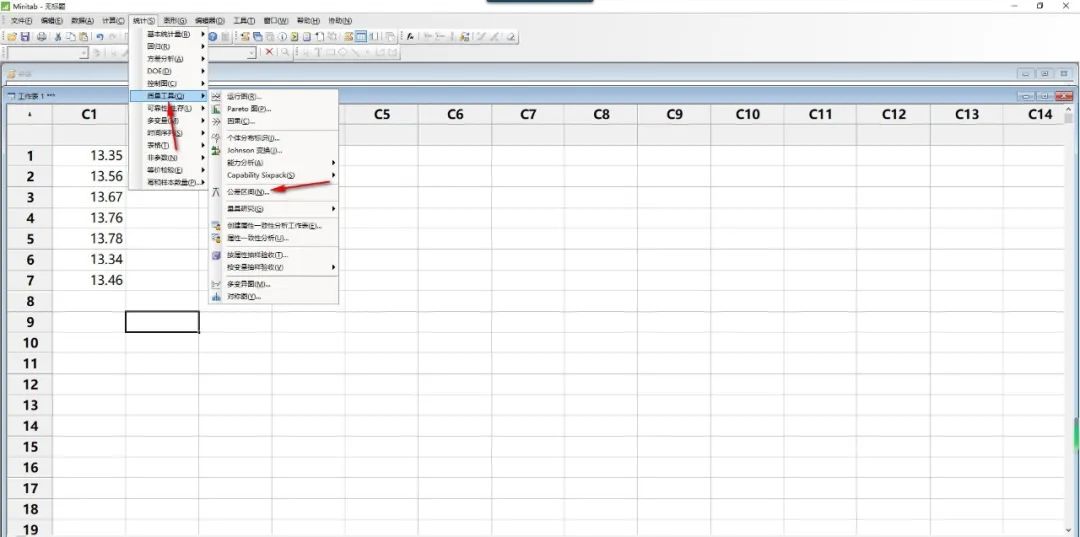
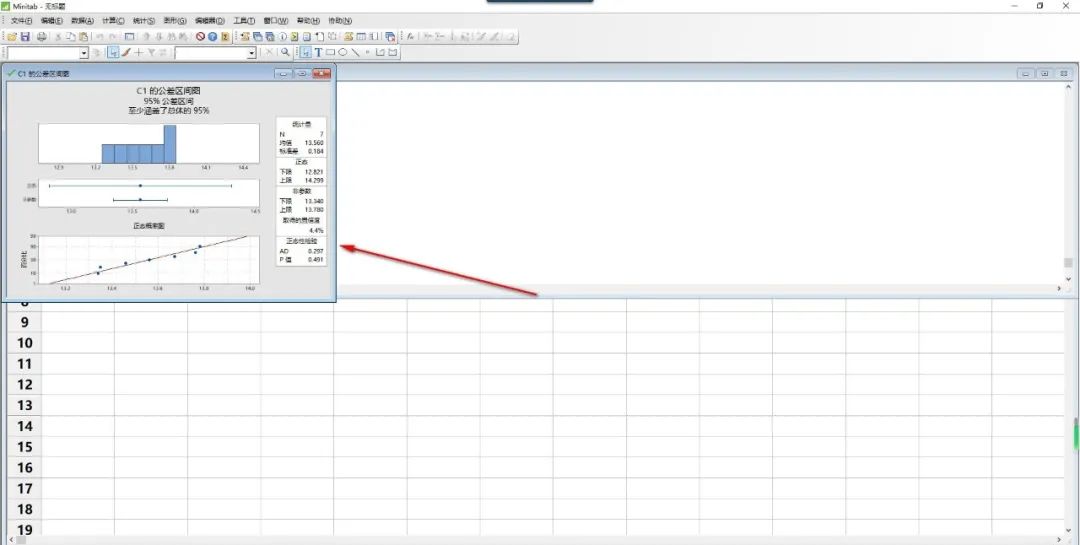
3.随后即可在下方的二级菜单选项中,将【质量工具】选项点击打开,将子选项中的【公差区间】选项进行左键点击一下。
4.在打开的窗口中,用鼠标在右侧的白色框中点击一下,在左侧方框即可显示出选项,点击该选项,再点击【选择】按钮。
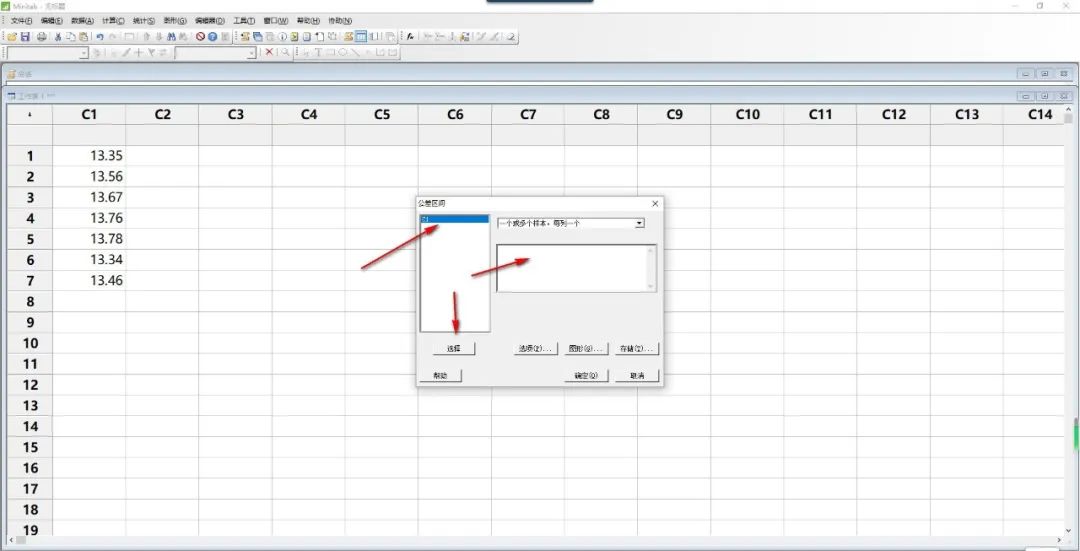
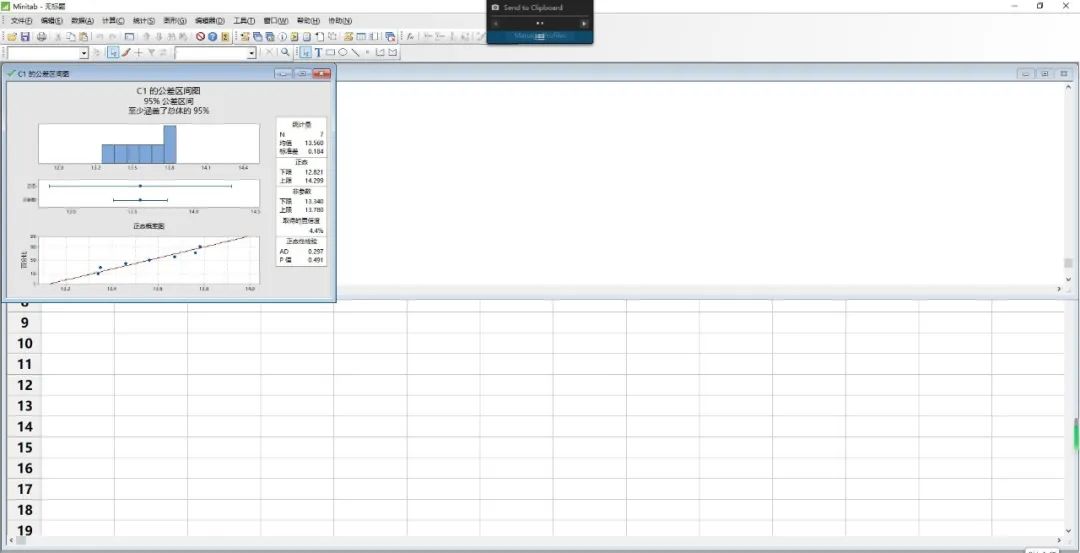
5.那么即可将该选项添加到右侧的方框中,再点击【确定】按钮。
6.那么我们需要制作的正态图就会制作完成,并且会显示在页面上,如图所示。
五、Minitab计算简单的线性回归方程式的方法
回归分析方法是质量管理中常用的一种统计质量工具,尤其在六西格玛(Six Sigma)、统计过程控制(SPC)和数据分析等领域中被广泛应用。
线性回归方程式是一种统计方法,用于描述两个或多个变量之间的线性关系。最常见的形式是简单线性回归,其方程式为:
用于:
1.识别关键影响因素(X)对质量特性(Y)的影响,比如:研究温度、压力等工艺参数(X)如何影响产品强度或尺寸(Y)。
2.预测产品质量,根据已知的输入变量,预测输出结果,比如生产过程中的合格率、缺陷数等。
3.过程优化,找出哪些因素对质量影响最大,从而优化这些因素,提高产品质量和过程稳定性。
4.支持决策,通过数据驱动的方式,而不是依赖经验,做出更科学的工艺调整或设计决策。
【方法步骤】
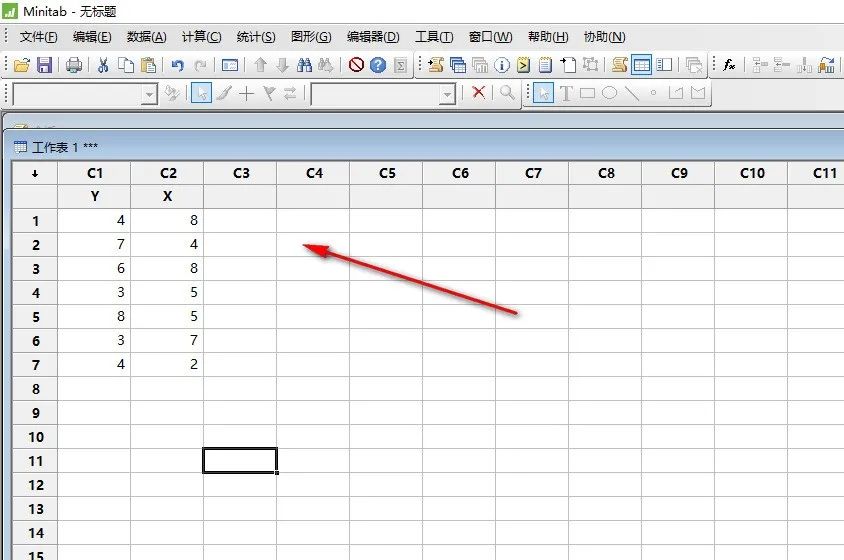
1.首先我们需要在Minitab17中输入自己需要进行编辑的数据内容。
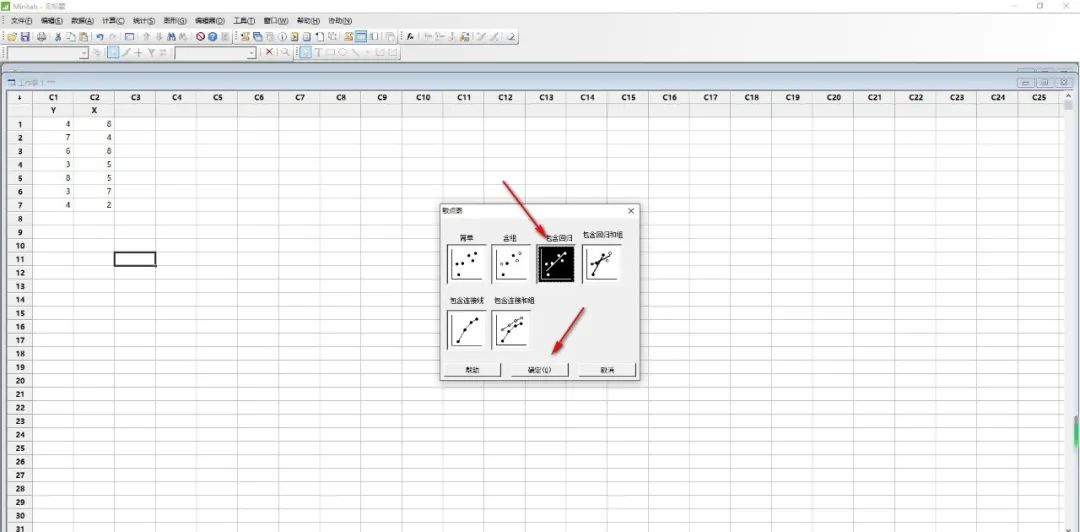
2.接着将菜单栏中的【图形】点击打开,选择【散点图】选项点击进入。
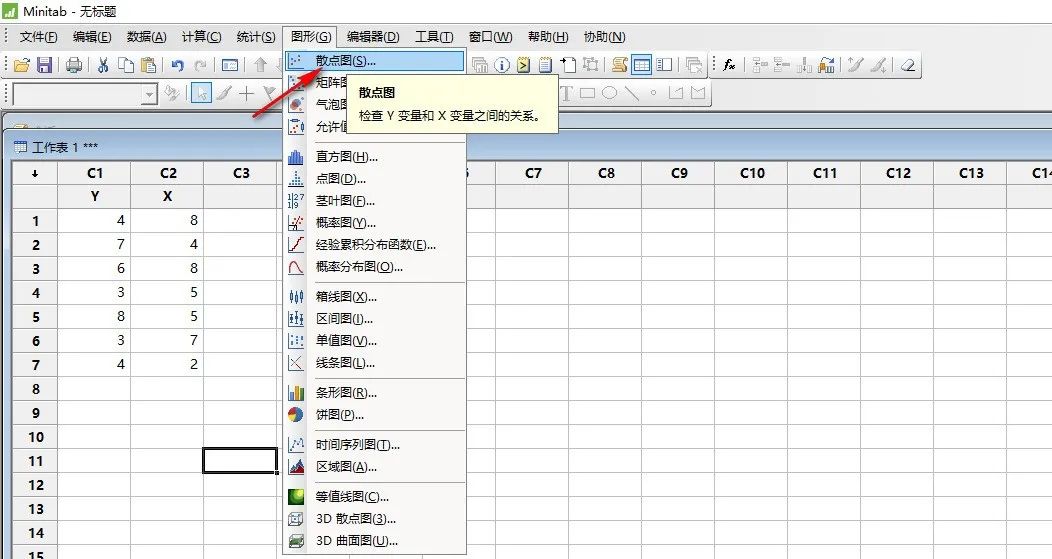
3.那么在页面上即可弹出一个散点图的类型,我们选择点击【包含回归】选项类型,点击确定按钮。
4.随后在页面上弹出一个散点图的设置窗口,将左侧的y和x选项依次添加到右侧表格中。
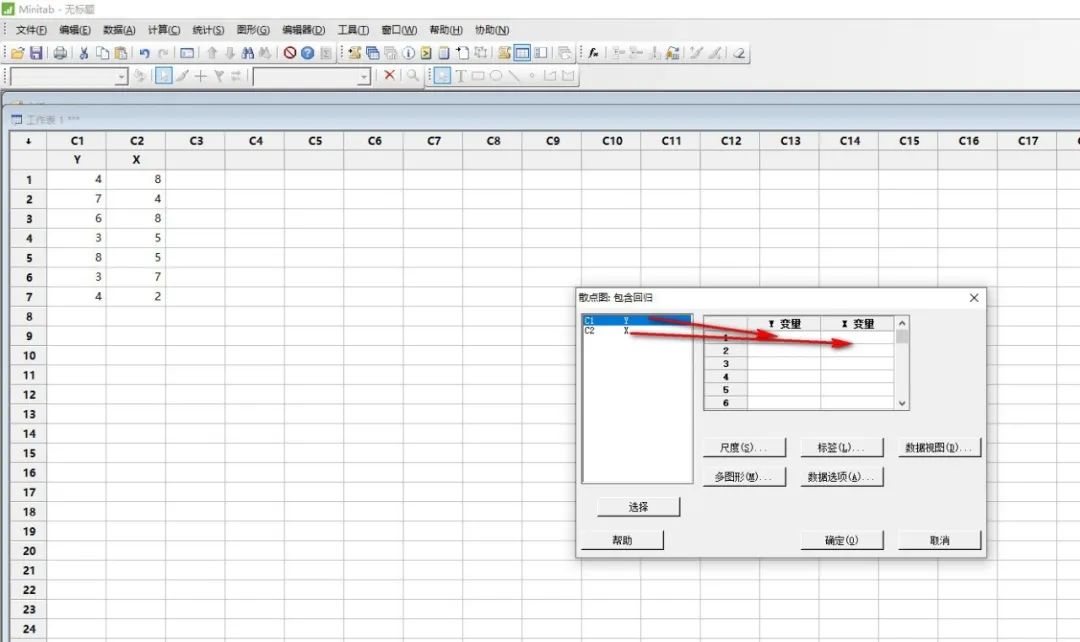
5.完成添加之后,再点击确定按钮,得到我们需要的散点图。
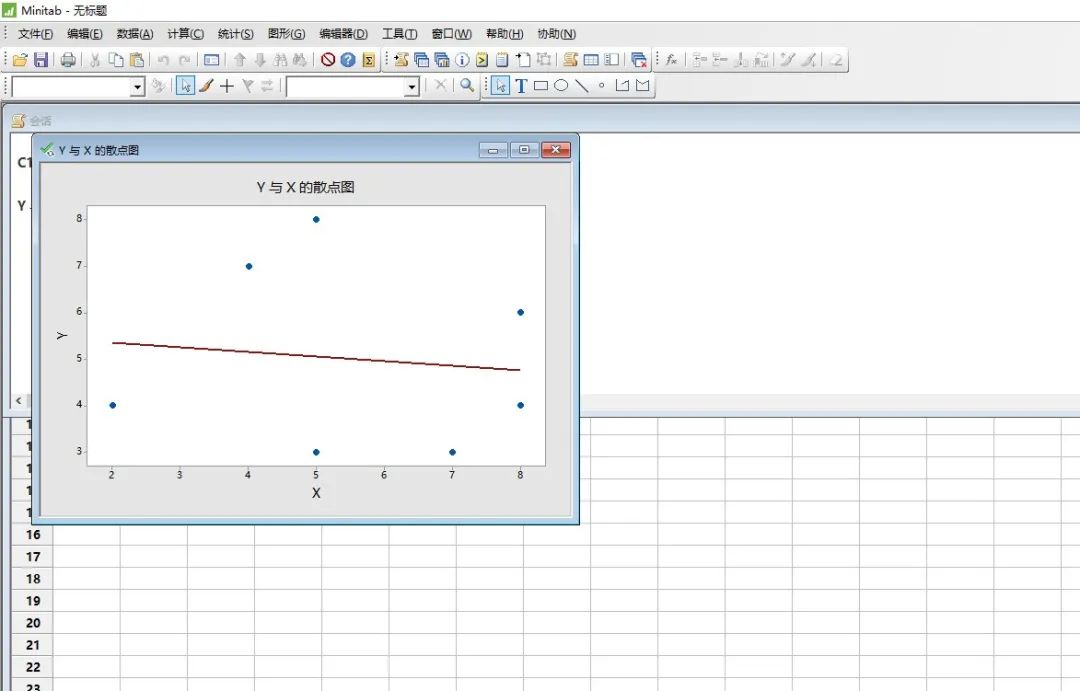
6.当你制作好散点图之后,你可以看到当前y和x之间的一个关系走势图,如图所示。
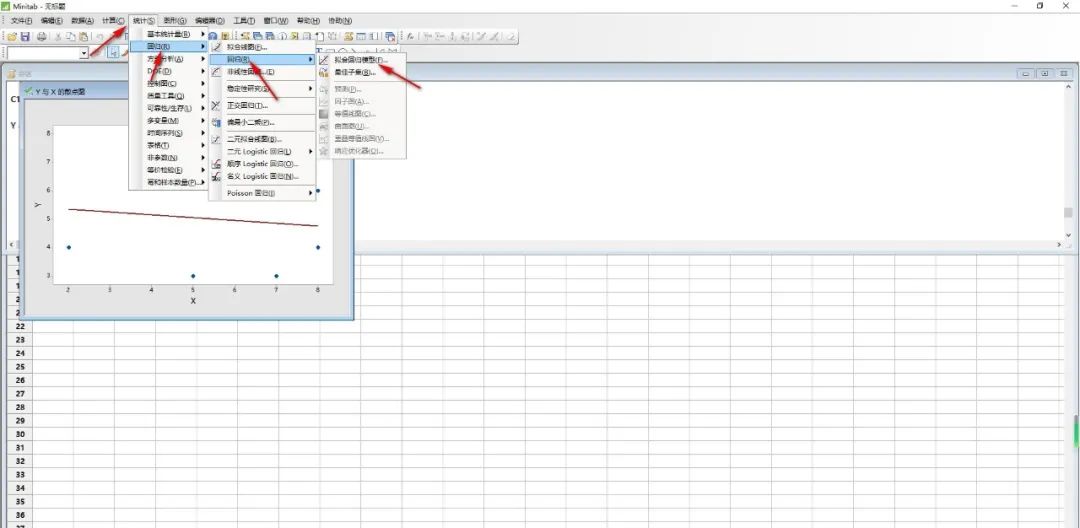
7.接着进行回归的计算,再点击菜单栏中的【统计】选项,然后将下拉选项中的【回归】选项进行点击,选择【回归】-【拟合回归模型】。
8.在弹出的窗口中,同样需要将左侧框中的y和x添加到右侧的响应和检测变量的框中,之后点击确定按钮。
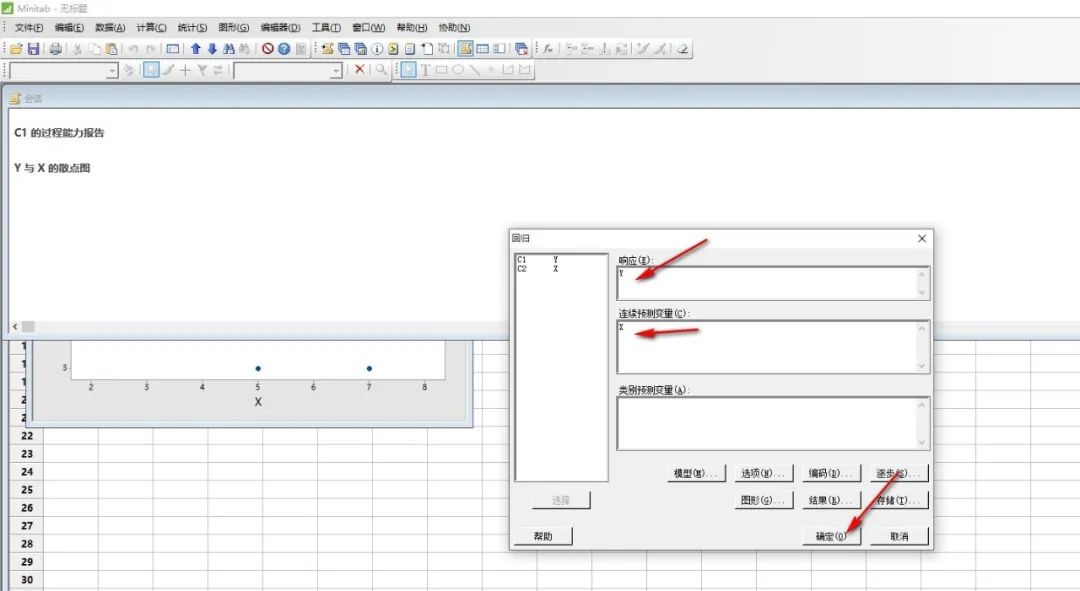
9.这时即可返回到表格中,查看到y和x的回归方程式就会马上显示出来,如图所示。
六、Minitab计算置信区间的方法
置信区间(Confidence Interval, CI) 是用来估计某个总体参数(如均值、比例、方差等)可能范围的一种统计工具。它表示在一定的置信水平(如95%、99%)下,我们有多大的把握认为总体参数落在某个区间内。
常用于:
估计产品某项质量特性的平均值的可信范围;
判断改进措施是否有效(如改进后均值是否显著提高);
比较两个不同过程或批次之间的差异是否具有统计显著性;
在报告结果时,不仅给出点估计(如平均值为X),还给出一个范围(如 X ± Δ),提高决策的科学性。
【方法步骤】
1.首先,我们需要进入到Minitab中,在页面的顶部位置点击【统计】选项。
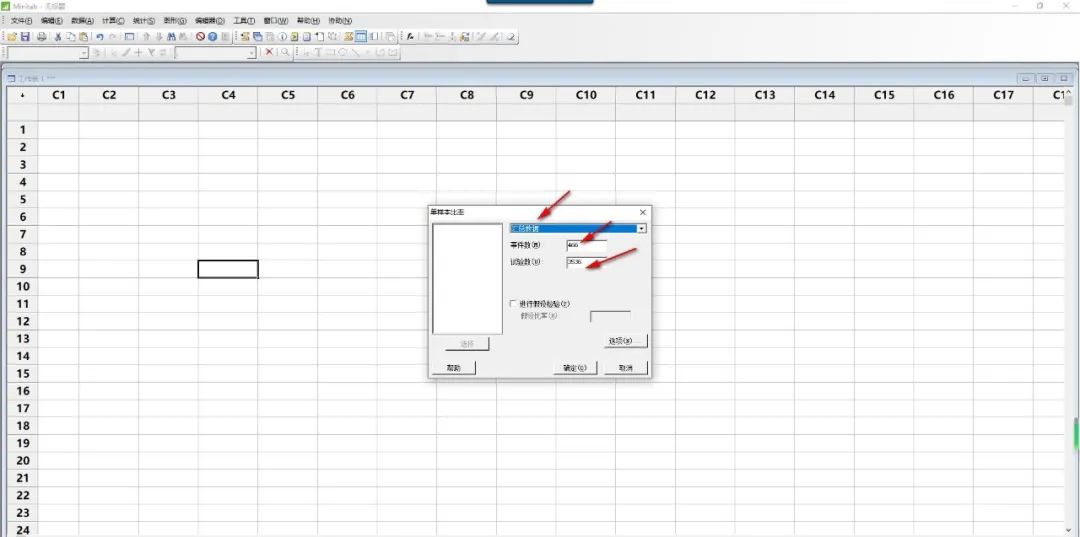
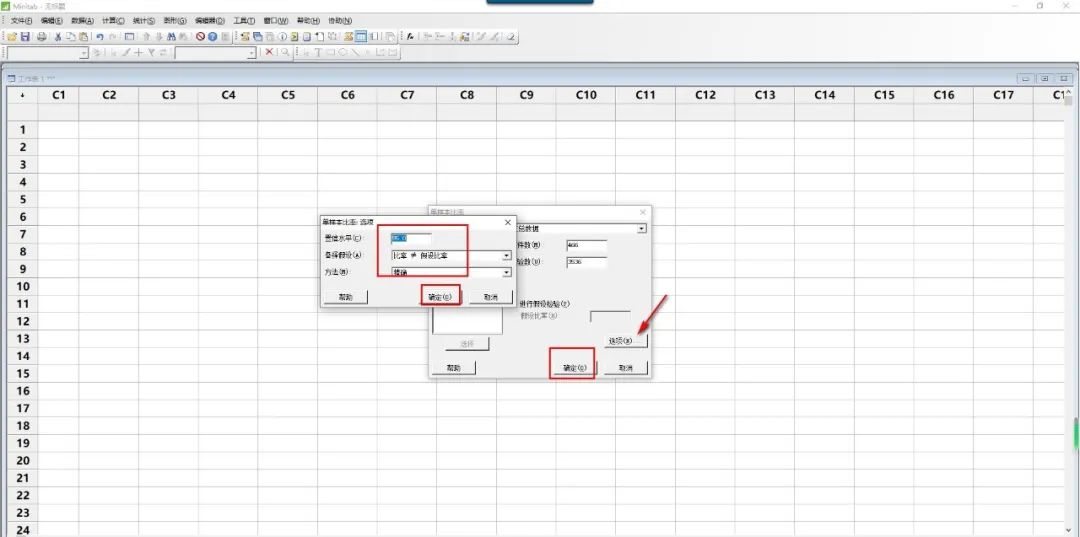
2.在打开的下拉选项中,我们需要将【基本统计量】选项进行点击打开,之后在子选项中将【单比率】进行点击进入。
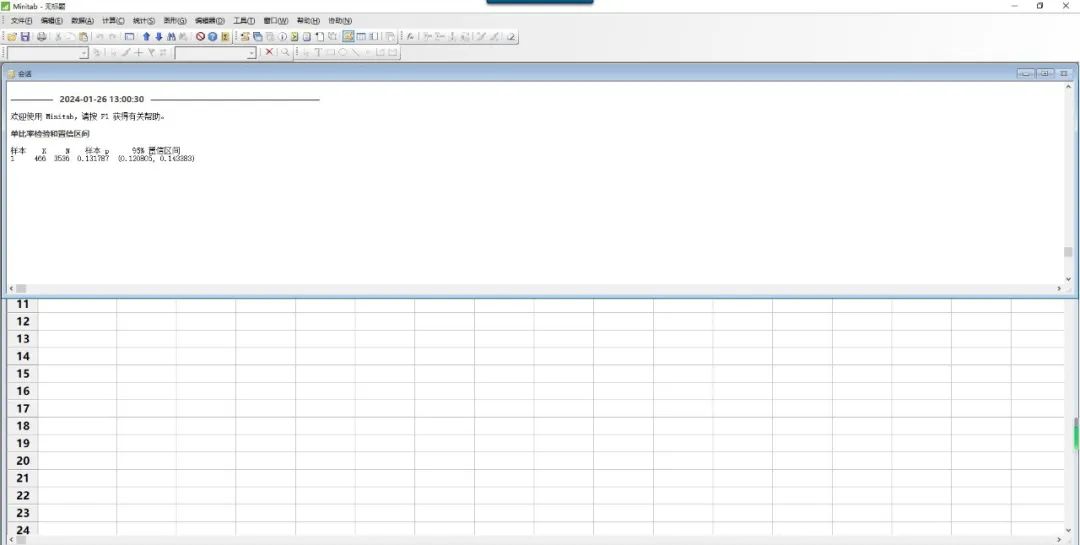
3.随后即可在页面上弹出一个单样本比率的窗口,选择【汇总数据】,之后在下方的事件数和试验数的框中输入自己需要设置的数据,如下图表示的是在3536这些调查的人中,有466人是看到过的。
4.点击【选项】按钮,在打开的窗口中可以查看到相关的参数,95%表示有95%的概率发生才是最真实的,之后依次点击确定按钮即可。
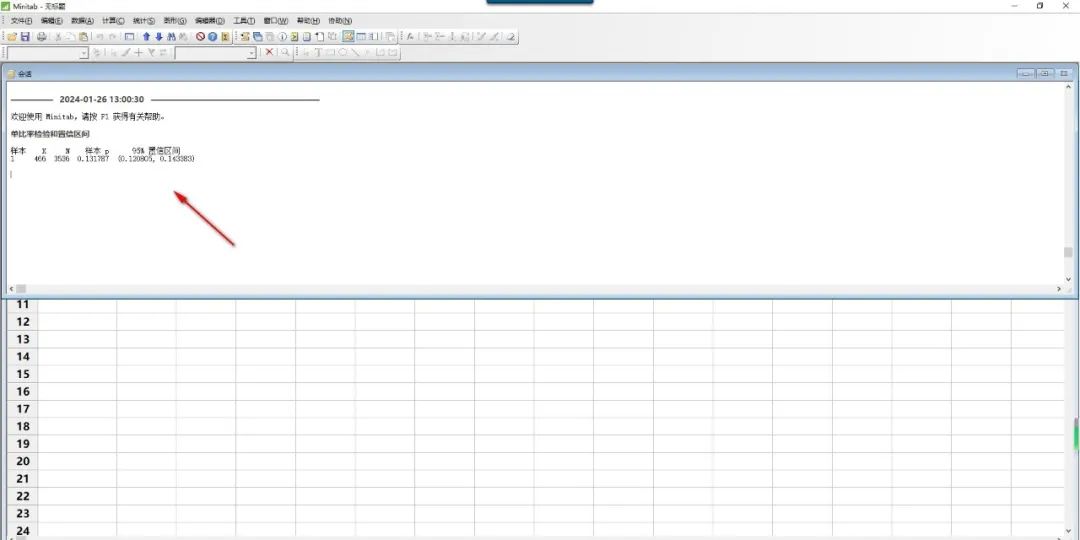
5.这时即可查看到页面上即可弹出一个置信区间的统计量内容弹出在窗口,如图所示。
七、使用Minitab计算Cpk的方法
CPK是过程能力指数,是衡量生产过程在稳定状态下(受控状态)能否持续产出符合规格要求产品的统计工具。
常用于:
1.评估过程稳定性:通过分析过程数据的离散程度(标准差)与规格极限(USL/LSL)的关系,判断过程是否处于可控状态。
2.衡量过程能力:数值越高,表明过程越稳定、能力越强,不良率越低(如Cpk≥1.33时,不良率可控制在约63PPM)。
3.指导质量改进:若Cpk值低,需针对性优化过程(如减少设备波动、稳定原材料等),提升产品质量
【方法步骤】
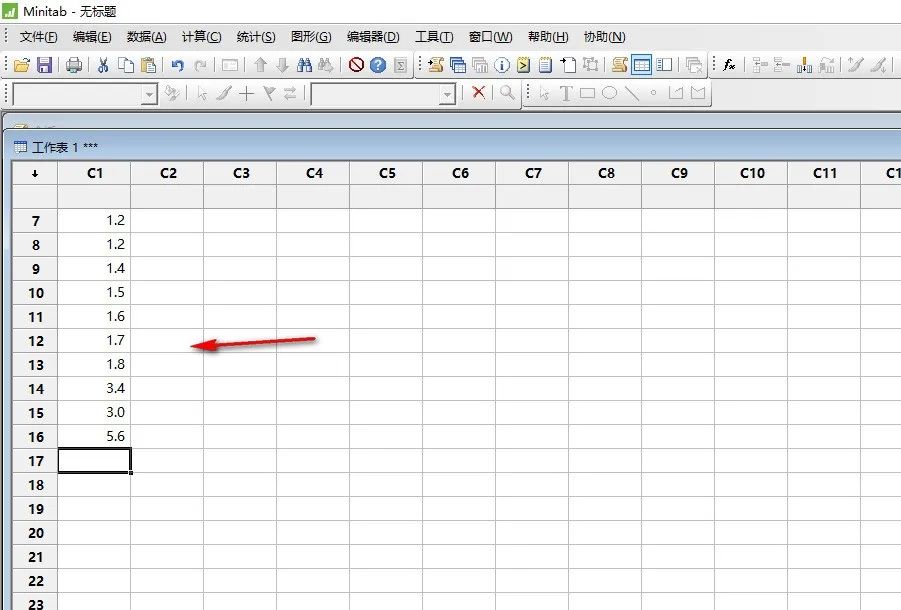
1.直接在Minitab17表格中输入自己需要进行计算的数据。
2.将鼠标移动到页面顶部的【统计】选项位置点击打开,将菜单选项中的【质量工具】-【能力分析】-【正态图】选项进行依次单击。
3.在页面上打开能力分析的窗口之后,在左侧的窗口中将选项点击一下,再点击【选择】按钮,将其添加到右侧的【单列】框中。
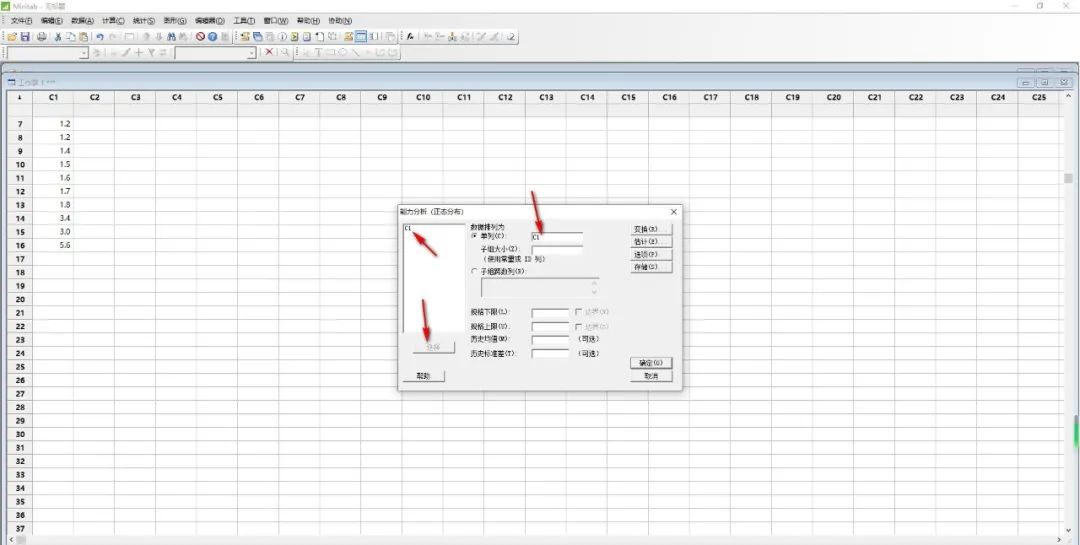
4.随后,在【子组大小】的框中输入【1】,在【规格下限】中输入【0】,在【规格上限】中输入【2】,再点击确定按钮。
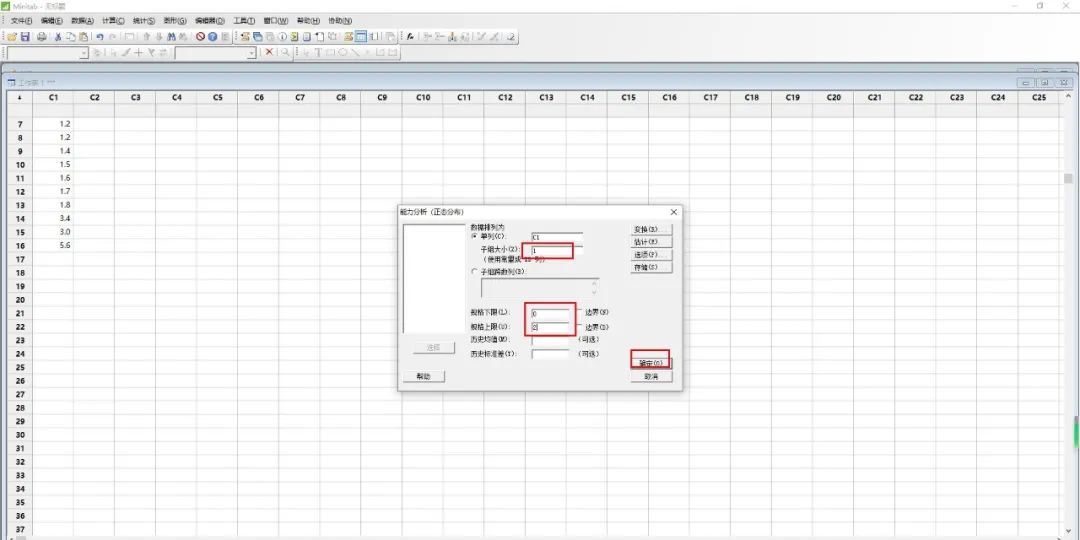
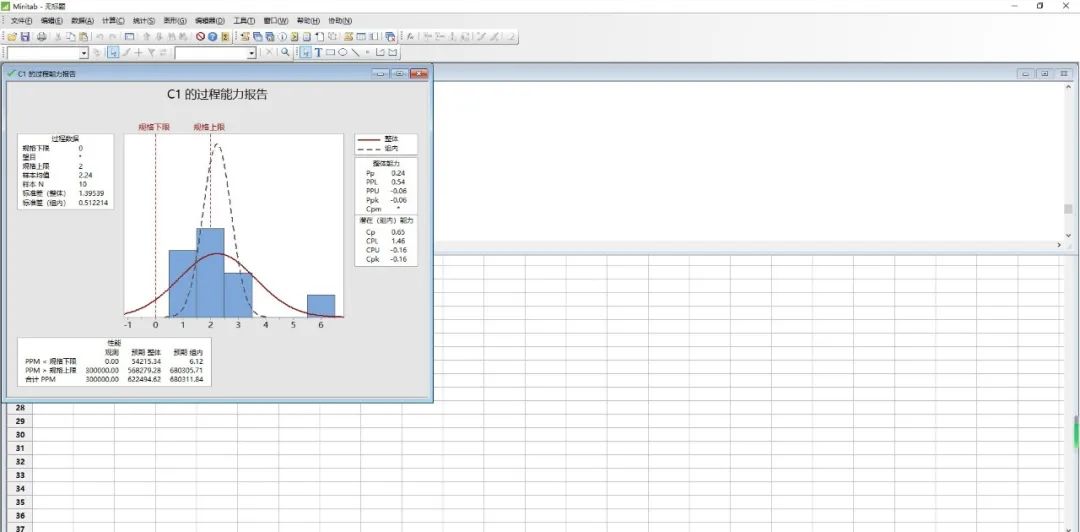
5.那么这时可以看到在页面上即可弹出一个正态图的分析图,以及相关的cpk计算内容,如图所示。
八、用Minitab制作箱线图的方法
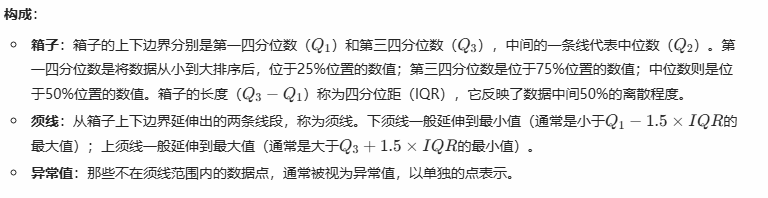
箱线图是一种基于五数概括(最小值、第一四分位数、中位数、第三四分位数和最大值)的统计图表,它以一种直观的方式展示了数据的分布特征,包括中心位置、离散程度以及是否存在异常值等。
常用于:
直观展示数据分布:通过箱线图可以快速了解数据的集中趋势和离散程度。例如,在分析不同生产线生产的产品某项质量指标时,通过箱线图能直观看出各生产线数据的分布差异,判断产品质量的稳定性。
比较不同数据集:可以同时绘制多个箱线图来比较不同组数据的特征。比如比较不同供应商提供的原材料质量指标,或者不同班次生产的产品质量情况,从而找出质量差异较大的组,为进一步分析和改进提供依据。
识别异常值:箱线图能够清晰地显示出数据中的异常值。在生产过程中,异常值可能代表着生产过程中的突发问题或特殊因素影响,及时发现并分析这些异常值有助于及时采取措施解决问题,保证产品质量的稳定。
监控过程稳定性:在质量控制中,定期绘制箱线图可以对生产过程进行监控。如果箱线图的形状、位置或异常值情况发生明显变化,可能意味着生产过程出现了异常波动,需要及时查找原因并进行调整。
【方法步骤】
1.首先,我们需要打开Minitab17,在页面上编辑好要用的数据。
2.接着将页面顶部菜单栏中的【图形】选项点击打开,那么在下拉选项中将其中的【箱线图】选项进行点击进入。
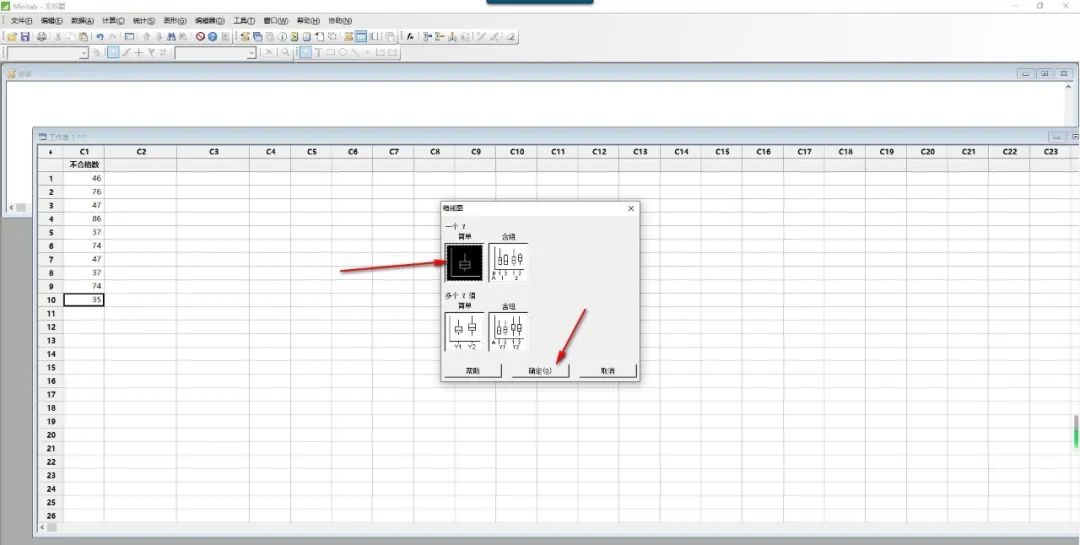
3.这时你可以看到页面上有一个窗口弹出,我们需要选择其中一个箱线图样式,选择第一个图形,然后点击确定。
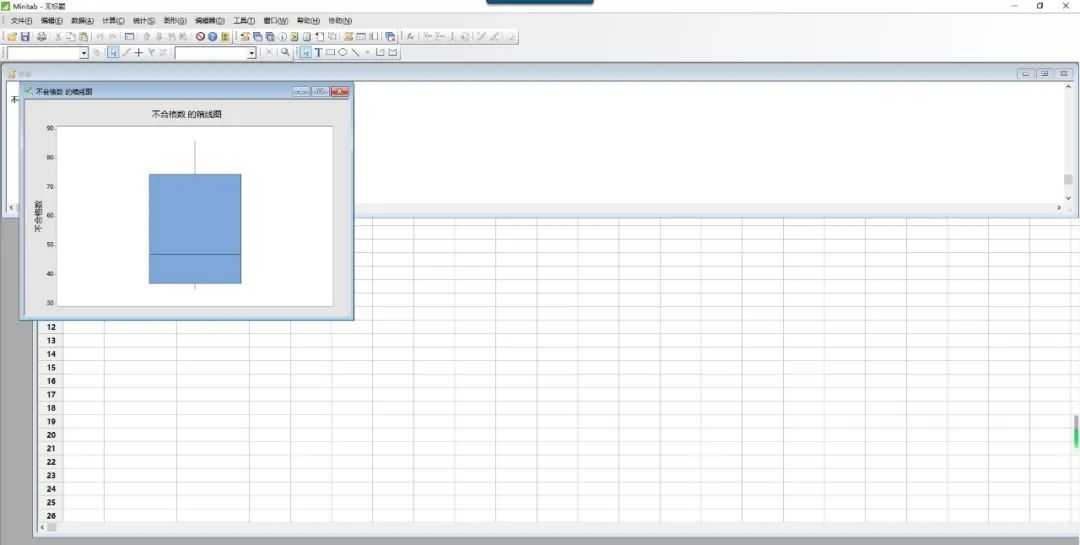
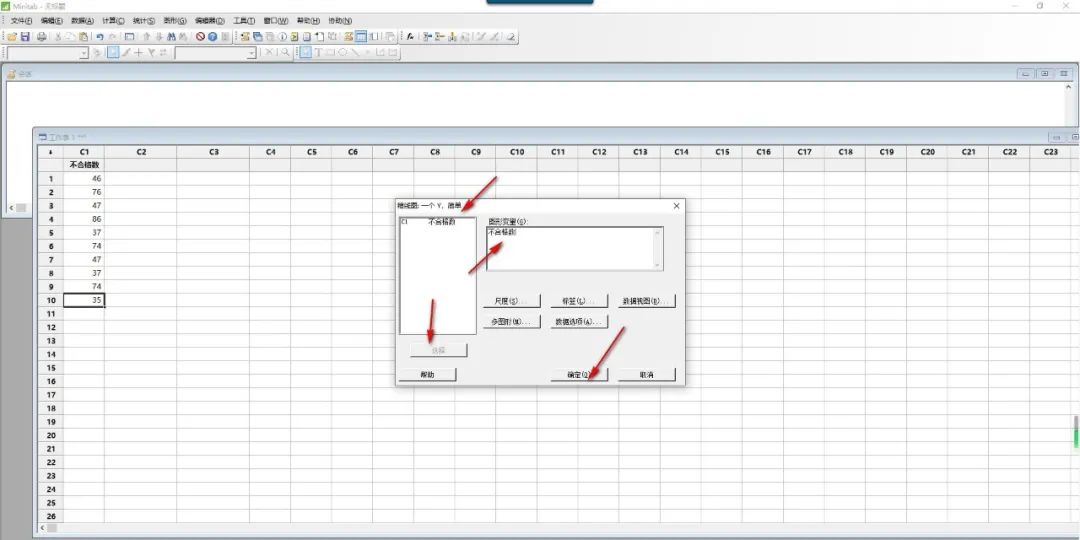
4.这时进入到页面中,将左侧的选项选中,然后点击【选择】按钮将其添加右侧的空白窗口中,然后点击确定按钮。
5.随后我们即可查看到页面上弹出一个制作好箱线图的图表出来,如图所示。