如何使用 Minitab 进行测量系统数据分析
在进行质量管理和过程控制时,“测量系统分析”(MSA)是基础中的基础。如果你的测量系统本身不靠谱,那你用它判定的所有“产品合格/不合格”,其实都失去了意义。
本篇,我们就以 Minitab 输出的量具 R&R(Gage R&R)报告为基础,带你一步步分析如何判断测量系统是否合格、可信、可持续使用。
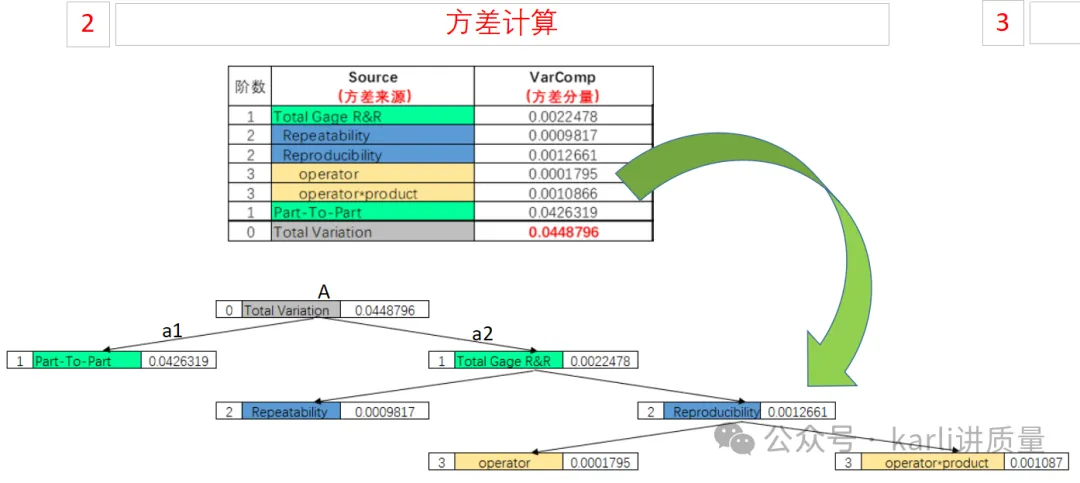
我们先复习下Minitab计算与方差分析。
一、核心判断指标:先看这两个关键数值
在图表解读之前,有两个数值是测量系统好坏的硬性指标:
1. 总量具 R&R 百分比(%Gage R&R)
举例:某次Minitab输出中,量具R&R占公差比例为76.99%,超过30%红线,说明系统不可接受,数据误差可能淹没真实信号。
2. 不同类别数(Number of Distinct Categories)
这是判断测量系统是否具备区分不同部件能力的关键指标:
二、图表逐项解析:Minitab 六合一报告解读
Minitab输出的量具R&R图表通常包含6个关键图,以下逐一解读:
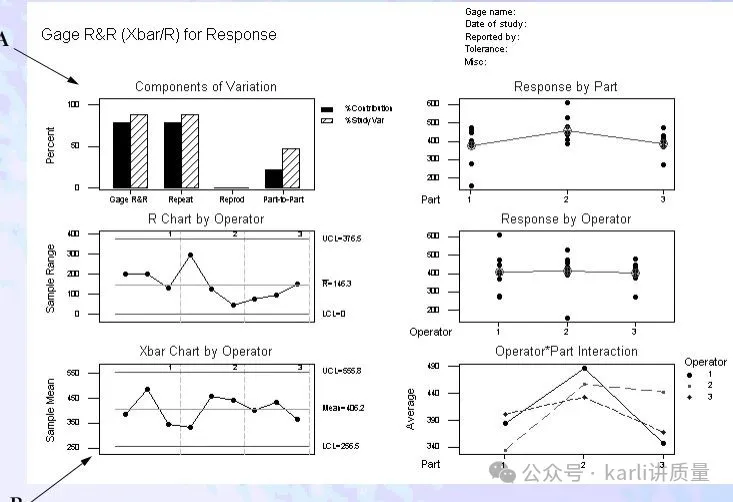
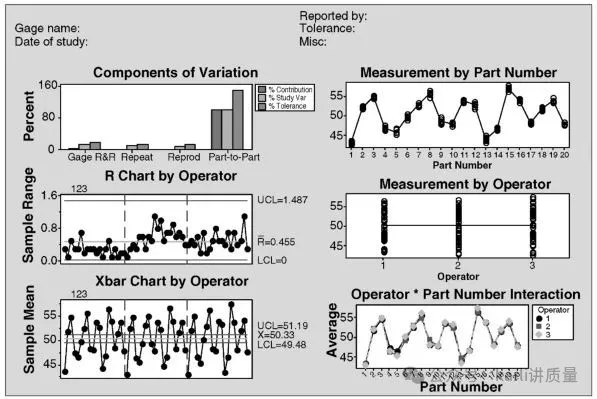
1. 变异分量图(Components of Variation)
该图通过柱状图展示不同误差来源所占比例。你需要看清:
建议标准:R&R总占比 <30%,最好 <10%
2. R 控制图(R Chart by Operator)
3. Xbar 控制图(Xbar Chart by Operator)
4. 测试值按部件(Measurements by Part)
5. 测试值按操作员(Measurements by Operator)
6. 操作员 × 部件交互作用图(Interaction Plot)
三、数据分析区:量化图表的核心依据
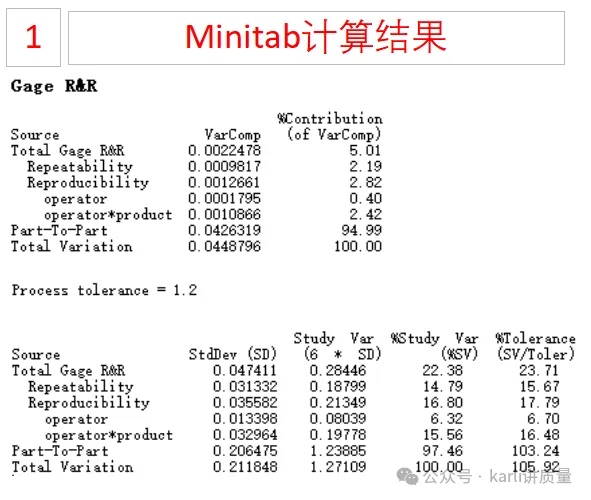
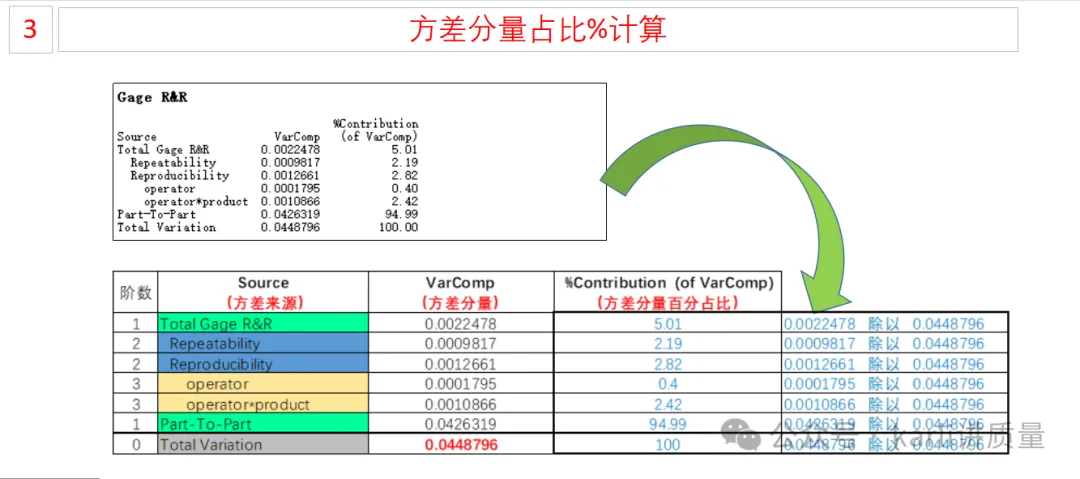
1. 方差分量表(Variance Components)
来源 方差 贡献率 重复性 0.000977 7.08% 再现性 0.000000 0% 部件间 0.012828 92.92% 合计 0.013805 100%
结论:系统中真实差异主导,测量误差仅占7.08%,R&R优秀。
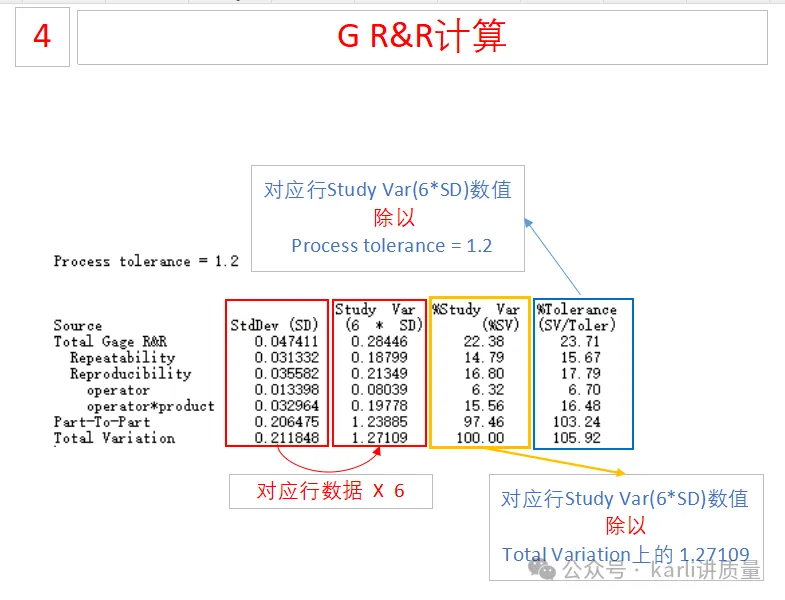
2. 研究变异 vs 公差占比(Study Var / Tolerance %)
来源 %研究变异 %公差 R&R 26.60% 31.26% 部件间 96.4% 113.26%
结论:虽略高于10%,但在30%以内仍可接受,可结合业务场景权衡。
四、判断标准 + 快速参考表(汇总)
图表名称 作用 解读重点 是否合格 变异分量图 主次分布 R&R<30%,部件变异主导 ✅ R控制图 重复性 极差点不超限 ✅ Xbar控制图 区分能力 50%以上超限 ✅ 按部件测试图 分布对比 部件间均值清晰分离 ✅ 按操作员测试图 操作员偏倚 各箱线图对齐 ✅ 操作员交互图 交互性判断 线条不交叉为好 ✅
五、特殊说明与常见误区
1. 交叉 vs 嵌套设计
2. 若系统不达标,怎么改?
六、总结:判断流程一图搞定
“若系统失效,优先看哪个误差最大,针对性调整。别急着全盘推倒,Gage R&R 是优化测量而非否定它的存在。